


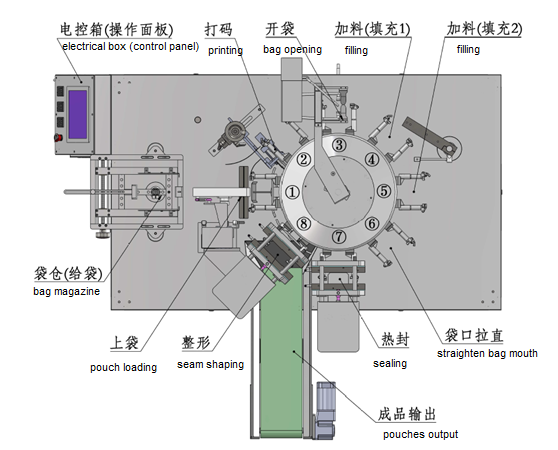
Trạm 1 đã nạp đạn
Túi chứa tạp chí, trục hút di chuyển theo chiều dọc, kẹp quay, máy móc lấy và đặt đặt đều nên được đặt thẳng hàng trung tâm. Máy móc móc và đặt và trục hút di chuyển theo chiều dọc nên được điều chỉnh chính xác cả thời gian và vị trí. Ví dụ, khi tay lưới nhặt và đặt di chuyển để nắm lấy túi, kẹp quay nên bao quanh, và khi trục hút di chuyển theo chiều dọc đạt đến vị trí thấp nhất của nó, nó sẽ giải phóng lực hút chân không. Khi lưới móc và đặt thẳng hàng với các kẹp quay ở một vị trí song song, các kẹp quay nên mở, khi đạt đến vị trí cao nhất, nơi trục di chuyển theo chiều dọc tiếp xúc với túi, nó sẽ kích hoạt hút chân không.
Sự cố máy phổ biến bao gồm một tỷ lệ đặt túi thấp, trong đó bao gồm các vấn đề như không có khả năng hút túi, kẹp quay không bảo đảm túi dẫn đến sự va chạm của cạnh túi, và các trường hợp đôi túi được hút.
Giải pháp: Nếu không có bụi trên tấm hút, và hút chân không được kích hoạt, với thời gian và vị trí hút chính xác, có thể được xác nhận bằng cách chạm vào ống không khí, sau đó vấn đề phát sinh từ tạp chí. Ban đầu, hãy điều chỉnh tạp chí để bao có thể di chuyển tự do theo chiều dọc. Tạp chí bao gồm các tấm bên và một tấm phía dưới có thể điều chỉnh được. Điều chỉnh khoảng trống trống giữa chúng dựa trên kích thước, độ cứng và độ mềm của vật liệu túi, duy trì độ sáng 4 — 10 mm. Một ống không khí trong tấm bên thổi không khí để đảm bảo sự tách biệt cần thiết giữa các túi để dễ dàng thu hồi.
Đối với vấn đề va chạm giữa kẹp quay và túi, giả sử rằng không có biến dạng của các túi, làm ơn kiểm tra chiều rộng mở của các túi. Thông thường, nó sẽ khoảng 18mm. Nếu nó quá hẹp, điều chỉnh thanh được kết nối với cam mở clamp, hãy siết chặt vít sau khi điều chỉnh. Ngoài ra, đảm bảo rằng lưới gạch và chỗ xếp hàng với các kẹp quay khi nó ở một vị trí song song với các kẹp.
Khi gặp các vấn đề nơi túi được đặt với một vai thấp hơn phía bên kia, điều này có thể được giải quyết bằng cách điều chỉnh các vít kết nối với tấm phía dưới có thể điều chỉnh của hầm đạn. Vít phía trước để nâng nó lên và ngược lại để hạ nó xuống. Ngoài ra, chú ý đến các kẹp quay trong khi cắt túi. Nếu máy móc giải phóng clip quá sớm, làm cho túi rơi, có nghĩa là ống hút của túi được kéo quá sớm. Trong trường hợp này, tăng thời gian từ 195 lên 200. Ngược lại, nếu thợ kẹp là quá chậm để giải phóng các kẹp, dẫn đến kéo, giảm thời gian thiết lập từ 195 đến 190. Sau những sửa đổi này, túi không nên rơi sớm hay bị kéo lê, đảm bảo vị trí thích hợp. Ghi chú: Sau mỗi lần điều chỉnh, vận hành máy theo chế độ bước để ngăn chặn sự va chạm có thể xảy ra.
Trong giai đoạn niêm phong hoặc tạo hình, thường có một hiện tượng túi xách rơi xuống. Giải pháp: Hãy kiểm tra liệu các chỉ tiêu trên thân máy có phù hợp khi chuyển sang kích thước túi khác nhau không. Nếu tất cả chúng đều nghiêng về bên trái hoặc bên phải, điều chỉnh bốn trục chân vịt bên trong trên trục hút di chuyển theo chiều dọc. Di chuyển toàn bộ tạp chí túi để bảo đảm rằng mỗi cặp kẹp máy luôn giữ túi. Các chỉ số trên cơ thể kẹp của máy nên duy trì ổn định sau khi Pouch thay thế. Nếu có một sự khác biệt đáng kể sau khi pouch thay thế, cần phải thay thế cả hai cái kẹp và cái vòi filler. Sau mỗi lần thay thế, vận hành máy ở chế độ bước để ngăn chặn va chạm.
Trạm 2, in
Nếu mã hóa trên túi không rõ ràng hoặc vắng mặt, đảm bảo rằng túi đi qua các trạm mã hóa thành công. Nếu có, hãy điều chỉnh vị trí và góc độ của máy in. Ngoài ra, xác nhận máy in đang nóng lên đúng cách, và thời gian chính xác, thường kéo dài từ 0, 2 đến 0, 6 giây. Kiểm tra sự tiếp xúc thích hợp giữa các ký tự và cao su, và điều chỉnh cho xi lanh không khí để tăng độ rõ ràng của mã hóa.
Trạm 3, mở túi
Xin xác nhận ống hút đã hoạt động và thời gian là chính xác. Kiểm tra xem có hút bằng cách rút ống không khí và cảm biến bằng ngón tay hay không. Trong thời gian tạm dừng liên tục trong chuyển động quay, các kẹp mở bắt đầu túm, và lực hút bắt đầu. Sức hút vẫn hoạt động cho đến khi kẹp máy quay bắt đầu rút lại. Tại thời điểm này, cổng mở bắt đầu tách, và hút bị ngưng. Đảm bảo rằng các miếng đệm hút duy trì liên hệ hoàn toàn với túi (ở cả hai bên) để ngăn ngừa bất kỳ rò rỉ chân không. Các miếng đệm hút nên được đặt giữa 0, 2 và 1cm dưới lỗ hở của túi.
Kiểm tra tổn thương của miếng đệm hút, với áp lực hút được áp dụng, điều chỉnh mỗi kẹp ống để khi các miếng đệm hút được đóng lại, các cạnh trên thẳng hàng chính xác với việc mở của túi, vẫn giữ mức cơ bản, và được đặt ở trung tâm của túi. Nên có tối thiểu hoặc không có khoảng cách đáng kể khi các miếng đệm được đóng lại.
Phối hợp quá trình thổi không khí để thời gian, góc và cường độ phù hợp với thời điểm túi được tách ra. Cú thổi phải bắt đầu chính xác vào thời điểm tách clamp, và cường độ nên được hiệu chuẩn thích hợp để phù hợp với các đặc tính của vật liệu túi. Chỉnh độ thổi không khí bằng cách sử dụng bộ lọc nhỏ nằm bên dưới máy.
Trạm 4, lấp đầy
Số 5, lấp đầy
Điều chỉnh thời gian là rất quan trọng, thường xảy ra trong thời gian tạm dừng của kẹp quay. Tại thời điểm này, số lượng hiển thị trên màn hình là tối ưu — không quá sớm hay quá muộn. Các vấn đề phổ biến bao gồm không điền hay điền liên tục. Kiểm tra thiệt hại cho công tắc tiếp cận bằng cách thủ công tiếp cận khối nhôm vào nó; Ánh sáng nên bật, và khi di chuyển đi, ánh sáng nên tắt. Nếu không, công tắc tiếp cận bị hỏng. Thêm vào đó, sử dụng đa kế để kiểm tra điện áp 24V; Nếu không có, công tắc cảm ứng bị lỗi.
Hơn nữa, năng lượng trên máy và quan sát nếu X101 chiếu sáng trên PLC tắt thông thường để loại trừ các vấn đề liên quan đến CÁP hoặc PLC. Phương pháp điều chỉnh hai bộ chuyển mạch tiếp cận như sau: Điều chỉnh các công tắc tiếp cận và các khối nhôm để ánh sáng tắt khi hai thanh trong túi mở nó và bật khi không thể mở được hoặc chỉ có một mặt mở. Sau khi đảm bảo không có vấn đề gì với chúng, hãy kiểm tra xem cáp Y000 của kích cỡ điện tử không được lỏng lẻo hoặc trải qua một mạch điện tử ngắn. Nếu Y000 có đầu ra, kiểm tra relay trung gian sử dụng multimeter để phát hiện cáp giữa thang đo điện tử và relay trung gian. Kích cỡ điện tử nên ở trong trạng thái "chờ đợi tín hiệu đóng gói". Nếu Y000 không xuất ra, hãy xác minh thời gian của dấu đổ. Đảm bảo rằng Y000 và các thiết bị đầu cuối phổ biến an toàn, và X105 hoặc DC24 không có đường truyền ngắn. Xác nhận rằng Y000 ánh sáng trên công ty PLC vẫn còn. Nếu mọi thứ đều có trật tự nhưng ánh sáng không sáng, nó chỉ ra một điểm sai lầm trong PLC.
Số 6, nói thẳng ra
Trạm 7, niêm phong
Trạm 8, định hình, sản phẩm ra
Xin xác nhận ống hút đã hoạt động và thời gian là chính xác. Kiểm tra xem có hút bằng cách rút ống không khí và cảm biến bằng ngón tay hay không. Trong thời gian tạm dừng liên tục trong chuyển động quay, các kẹp mở bắt đầu túm, và lực hút bắt đầu. Sức hút vẫn hoạt động cho đến khi kẹp máy quay bắt đầu rút lại. Tại thời điểm này, cổng mở bắt đầu tách, và hút bị ngưng. Đảm bảo rằng các miếng đệm hút duy trì liên hệ hoàn toàn với túi (ở cả hai bên) để ngăn ngừa bất kỳ rò rỉ chân không. Các miếng đệm hút nên được đặt giữa 0, 2 và 1cm dưới lỗ hở của túi.
Kiểm tra tổn thương của miếng đệm hút, với áp lực hút được áp dụng, điều chỉnh mỗi kẹp ống để khi các miếng đệm hút được đóng lại, các cạnh trên thẳng hàng chính xác với việc mở của túi, vẫn giữ mức cơ bản, và được đặt ở trung tâm của túi. Nên có tối thiểu hoặc không có khoảng cách đáng kể khi các miếng đệm được đóng lại.
Phối hợp quá trình thổi không khí để thời gian, góc và cường độ phù hợp với thời điểm túi được tách ra. Cú thổi phải bắt đầu chính xác vào thời điểm tách clamp, và cường độ nên được hiệu chuẩn thích hợp để phù hợp với các đặc tính của vật liệu túi. Chỉnh độ thổi không khí bằng cách sử dụng bộ lọc nhỏ nằm bên dưới máy.
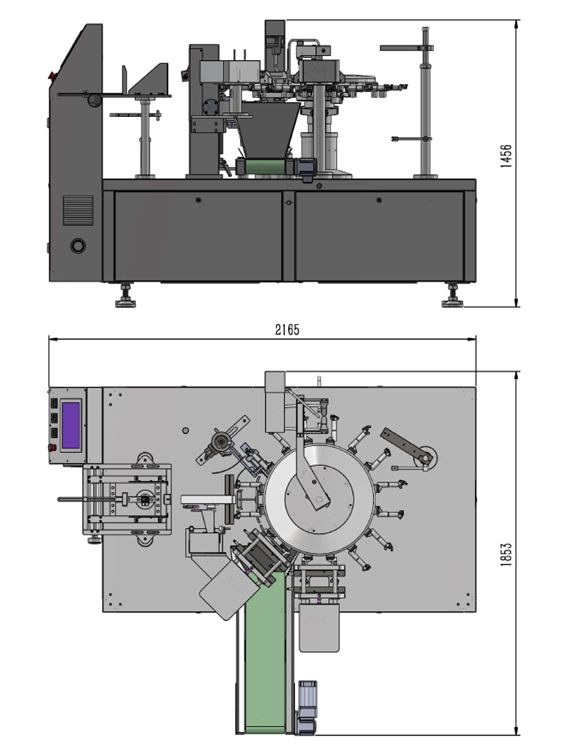
| machine dimensions | 2165×1895×1493mm | |
| machine weight | 1200 | |
| packing speed | 30-55 | dependent on the product |
| pouch sizes | bag width: 100-250mm, bag-length: 150-350mm | |
| voltage | 380V | |
| power load | 3.5 | |
| air displacement (m³/min) | >0.6 | customer provides the compressor |
| minimum air pressure (Mpa) | 0.5 | customer provides the compressor |

Giữ trong 2 giây, chuông báo hiệu máy đang bắt đầu chạy. Tuy nhiên, kịch bản như vậy cho thấy máy không hoạt động.
Để đảm bảo máy được duy trì tốt và có tuổi thọ kéo dài, kiểm tra thường xuyên, làm sạch và làm dầu là cần thiết. Thực hiện những nhiệm vụ này thường xuyên không chỉ giúp duy trì máy trong điều kiện tốt mà còn cho phép phát hiện sớm các khiếm khuyết tiềm năng, ngăn ngừa hiệu quả tai nạn lớn. Hãy nhớ rằng việc bảo trì hàng ngày nên được tiến hành sau khi cắt đứt nguồn cung cấp điện chính và ngừng hoạt động của máy
Các bước sau đòi hỏi điện chính được bật.
Quá trình làm sạch


