


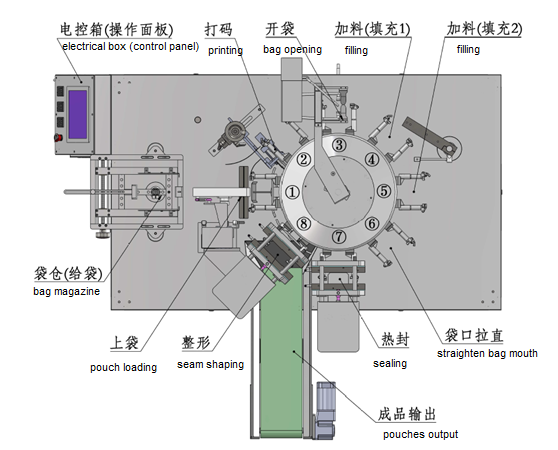
第1工位 上袋(给袋)
上袋仓,上袋升降轴(吸盘座)、转盘机夹、上袋抓手,都要保持中心位置。抓手和吸盘的角度要调节到正确位置。抓手到最低点时,夹板夹住,升降座到最低位置,真空吸力断开。抓手到与转盘机夹平行位时,夹板打开。升降做到最高位置时,吸盘真空开始吸取。
常见故障现象:上袋率低,表现为吸不下袋子,转盘上的机架在夹取袋子的同时,夹皮碰到袋边导致上袋失败,有时兼有双袋的情况。
解决方法:吸盘吸不下来袋子,在吸盘完好无痕迹,确认有吸气且吸气的角度正确的情况下(将气管取下可用手触摸),属袋仓调节问题,首先调节使得一开袋子在袋仓内上下活动灵活,其实袋仓就是一个理袋器侧板与调节底板所形成的分离区,根据袋子的材料、大小、软硬度做合适的调节一般余额都在4―10mm。侧板上装有气管接头用来结合理袋器通过调节分离区的大小和吹气的角度,动作时间保证上袋的完美性。
关于转盘机机夹夹皮碰撞袋边导致上袋失败的问题,在袋子不是在严格变形的情况下,检查机夹在开夹时的开口是否变小。一般在18mm左右。如果有变小时,调节开夹凸轮上连接的行程连杆,调整后,将其螺丝紧锁。还要确保抓手到与转盘平行位置时,夹板与机夹的中心线平行。
第2工位 打码
常见故障现象:生产日期没打上或不清晰。解决方案:确保袋子要过打码轨道,调节打码机的位置和角度。还有考虑到是否打码机是否有温度。调节打码机的温度和调试画面内的动作时间还有调节气缸上的节流阀使打字清晰。动作时间一般在0.2—0.6之间。确认打码子粒与橡皮接触到以及温度是否适宜
第3工位 开口(开袋)
第4工位 加料(填充1)
第5工位 加料(填充2)
第6工位 袋口拉直
第7工位 热封
第8工位 整形、成品输出
第1工位 上袋(给袋)
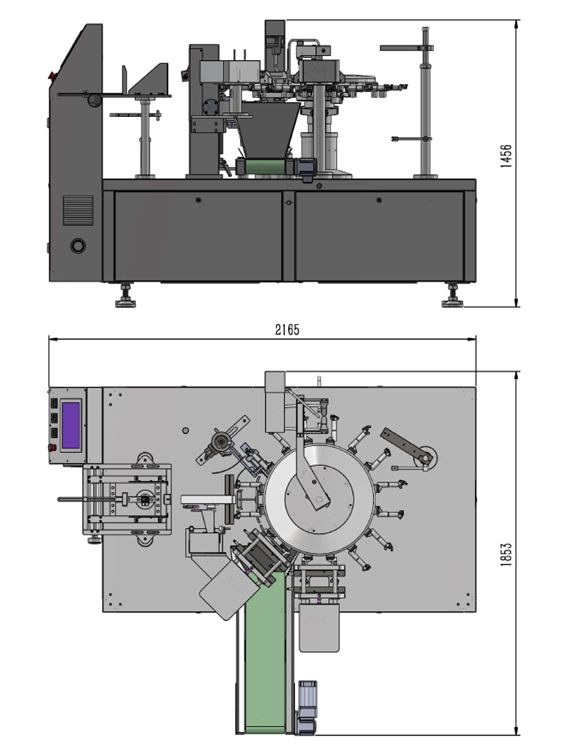
| 机器尺寸 | 2165×1895×1493mm | |
| 机器重量 | 1200 | |
| 包装速度 | 30-55 | 根据物料 |
| 袋尺寸 | 袋宽: 100-250mm, 袋长: 150-350mm | |
| 电压 | 380V | |
| 功率 | 3.5 | |
| 排气量 (m³/min) | >0.6 | 客户提供空压机 |
| 最低气压 (Mpa) | 0.5 | 客户提供空压机 |

按压2秒,蜂鸣器响起表示机器开始启动运转。但是以下情况表示没有机器没有运转。
为保持机器的良好状态,延长机器使用使用期限,需要定期的检查、清扫、加油。另外,在早期能尽快发现机器潜在缺陷,可有效防止重大事故发生。这里的日常保养必须在切断主电源,停止机器运转后实施。
以下需确认开启主电源
清洁


